
聯系電話:139-0884-9765


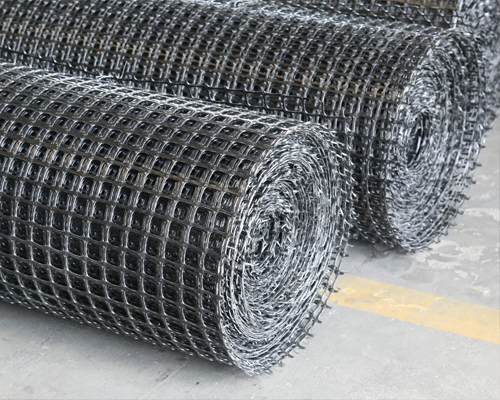
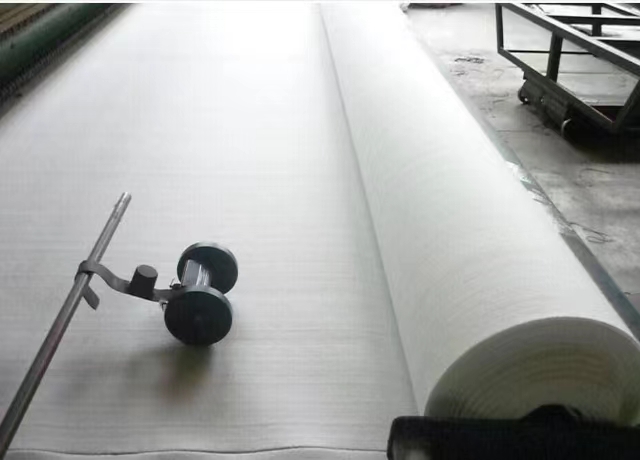
土工膜場內拼接為了施工方便,保證拼接質量,復合土工膜應盡量采用寬幅,減少現場拼接量,施工前應根據復合土工膜幅寬、現場長度需要,在單位內剪裁,并拼接成合符要求尺寸的塊體,卷在鋼管上,人工搬運到工作面鋪設。一般土工膜拼接有什么要求?要注意哪些問題?

聯系人:張總 聯系電話:13908849765 / 15969536133 公司地址:昆明市官渡區小哨經濟開發區
版權所有:www.ddnyc.cn 官渡區遠通建筑材料經營部 滇ICP備2021006835號-1 技術支持:云南熱搜科技
熱門搜索:昆明土工布,昆明土工布廠家,云南土工布,昆明土工布廠,云南土工布批發,昆明土工布批發,云南土工膜,昆明復合土工膜,昆明土工膜批發
版權聲明:本網站所刊內容未經本網站及作者本人許可,不得下載、轉載或建立鏡像等,違者本網站將追究其法律責任。
本網站所用文字圖片部分來源于公共網絡或者素材網站,凡圖文未署名者均為原始狀況,但作者發現后可告知認領,我們仍會及時署名或依照作者本人意愿處理,如未及時聯系本站,本網站不承擔任何責任。
 微信號:13908849765
微信號:13908849765










 網站首頁
網站首頁
 添加微信
添加微信
 電話咨詢
電話咨詢
 聯系我們
聯系我們